
聯係(xì)人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠色農產品加工基地綠園一路238號
浮粉一般慈溪保溫通風(fēng)管道配件可隨粉塵一起清除掉。有些粘著力很強,必須按嵌入的鐵處理(lǐ)。除粉塵外,表麵鐵的來源很多,其中包括用普通碳鋼鋼絲刷清理和用以(yǐ)前在普碳鋼,低合金鋼或鑄鐵件上使用過的砂子、玻璃珠或其它磨料進行噴丸處理,或在不鏽鋼法蘭及設備附近對前麵提到的非不鏽慈溪保溫通風管道配件鋼製品進行修磨。在(zài)下料或吊過過程中如果不對不鏽鋼法蘭(lán)采取保護措(cuò)施,鋼絲繩、吊具和工作台麵上的(de)鐵很容易嵌入或玷汙表麵。
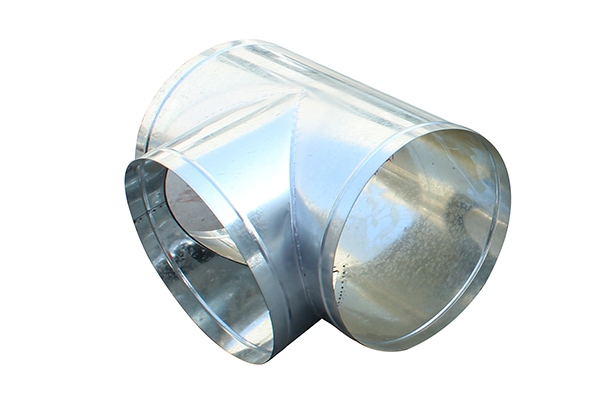
螺旋鋼(gāng)管將帶鋼送入保溫通風管道配件焊管(guǎn)機組,經多道軋輥滾壓,帶鋼逐漸卷(juàn)起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控製在1~3mm,並使(shǐ)焊口兩端(duān)齊平。1.如間隙過大,則造成鄰近效應減(jiǎn)少,渦流熱量不足,焊縫晶間接合不好而產生未熔(róng)合或開裂。D魯海暖通2.如間隙過小則造成鄰近效(xiào)應增大,接(jiē)時熱量過大(dà),造成焊縫(féng)燒損;或者焊縫經擠壓、滾壓後形成深坑,影響焊縫表麵質量。將管坯(pī)的(de)兩個邊緣加熱到焊化溫度後,在擠壓輥的(de)擠壓下,形成共同的金屬晶粒互相透入(rù)、結晶,形成牢固的焊縫。螺旋(xuán)鋼管若擠壓力過小(xiǎo),形成共同晶體的數量就小,焊縫金屬強(qiáng)度下降,受力後會產生開(kāi)裂如果擠保溫通風(fēng)管道配件壓力過大,將會使熔融狀(zhuàng)態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生(shēng)大量的內外毛刺,甚(shèn)至造(zào)成焊化搭縫(féng)等不好的效果。

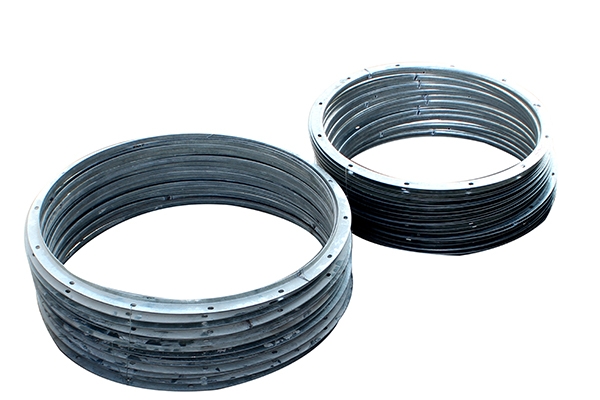
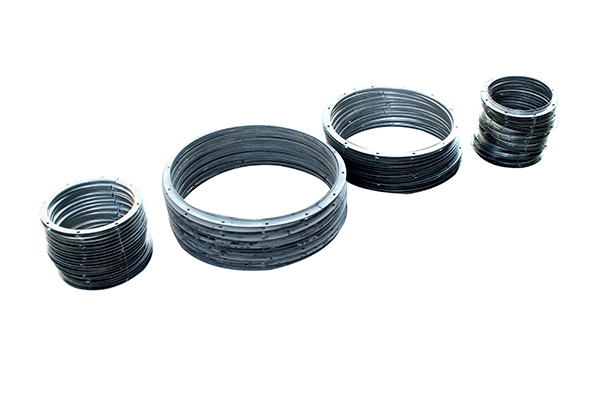
方麵一:連接慈溪保溫通風管道配件方式使用矩形風管的話,那麽是可(kě)以減少管之間的連接點數量的,這(zhè)樣可(kě)以有利於風管(guǎn)泄露概率的降低(dī)。此外,螺旋(xuán)風管之間的連(lián)接,一般隻需一個管連接件,而對於矩形風管來講,則(zé)要采用雙法蘭係統,這樣增加了複雜程度。方麵二:安裝空間對於螺旋風管來講,它隻需要小的(de)安裝空(kōng)間。因此(cǐ),在不增加壓降的前提(tí)下,是可以用螺旋風管代替矩形風管的。此外,在安裝保溫通風管道配件空間上,矩形(xíng)風管係統是需要增加螺(luó)栓係統的。方麵三:製作(zuò)工藝螺旋(xuán)風管的製作工藝,一般是為(wéi)螺旋壓製,因此它可以承受較大的(de)壓力。而且,在風管上加設(shè)螺旋型楞筋,則有助於管道(dào)剛度的(de)提高。在成本(běn)上,則是(shì)可以適當進行降低,來體現性價比上的優勢。
施工質量控慈溪保溫通(tōng)風管道配件製管理把握以下(xià)幾點(diǎn):1、製作風管時為保證(zhèng)風管製作後的強度,在下料時粘合處(chù)有一邊要保留20mm鋁箔做護(hù)邊;2、風管在粘(zhān)合前需預(yù)組合(hé),檢查拚接縫處是否嚴密,尺寸是否符合要求。根據季節溫度、濕度及膠粘劑的性能確定較佳粘合時(shí)間。粘接後,用角尺、鋼卷尺檢查、調整垂直度(dù)及對角線偏差應符(fú)合規定;3、做好現場板材和(hé)預製管的成品保護工作;4、連接和安裝後,應檢查粘接縫,在粘接後應(yīng)平整,不得有歪斜。錯位、局部開裂,以及2mm以上的(de)縫(féng)隙等缺陷;5、風管支保溫通風管道配件吊架間距應符合規定。





