
聯係(xì)人:解經理
手 機:13957451893
手(shǒu) 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠(lǜ)色農產品加工(gōng)基地綠園一路(lù)238號(hào)

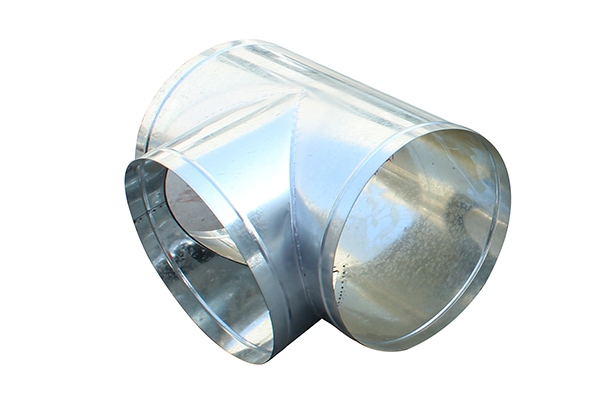
在不增(zēng)加(jiā)任何壓(yā)降冷軋焊接風閥(fá)加工(gōng)的情況下,相同的(de)安裝空間內直徑為200mm的圓形管道可取代250×150mm的矩形管(guǎn)道(dào)。在不增加額外安裝空間的前提下,數條平行的(de)圓形管道可取代扁平矩形管道。考慮了所有的因素,在絕大多數情況下,圓形管道所占(zhàn)用的空間都要少於矩形管道。對同樣的壓力特(tè)性,數條圓形管道的安裝空間常常與一條矩形(xíng)管道的的安裝空間相同或更少。許多矩形管道係統安(ān)裝時需要4螺栓係統,因而在冷軋焊接風閥加工管道的各個方向增加40~80mm。
高溫型螺冷軋焊接風閥加工旋風管能夠解決特殊環境通風問題:在(zài)我們生(shēng)活中,有些行業隻是(shì)單純的需要螺旋風管達到排風,轉換空氣的功能,但是有些行業如在機房、地下室、機械工程、采礦通風設備、消防排煙等(děng)惡劣工作環 境下的送風及排氣、集除煙塵(chén)之用、耐高溫及排(pái)風,要是(shì)以(yǐ)前的風管在使用上就不太可能實(shí)現這個效果,這種風管是具(jù)有很好(hǎo)的(de)抗強酸及堿,良好的抗化學性,攜帶方便,耐油酸且(qiě)阻燃;任意彎曲半徑約等於外徑,可排靜電、螺旋絲接地,給安裝時候帶(dài)來很大的方(fāng)便。空氣一直都是我們人類所需要(yào)焊接風閥加工呼吸的氣體,要是你在一個密封(fēng)的情況下要是沒有進行空(kōng)氣的流通(tōng)運輸,那麽(me)就會出現窒息的可能性,所以現在(zài)很多人在空(kōng)氣不好的(de)地(dì)方都安裝通(tōng)風管道(dào)。

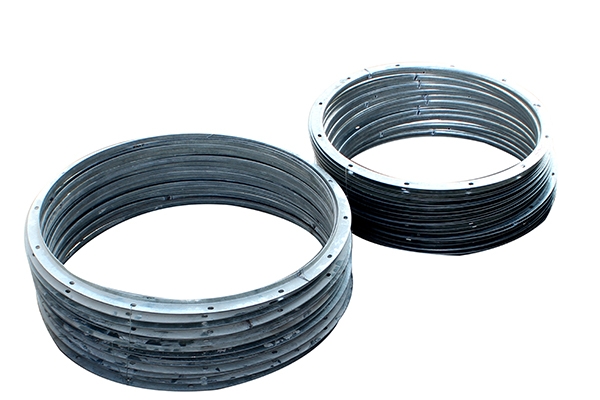
質量好的冷軋焊接風閥加工不鏽鋼螺旋風管, 其的具體標準,是(shì)為應力小、強度高、內表(biǎo)麵和外表麵光滑平整、整體美觀,以及,有很好(hǎo)的耐(nài)腐蝕性。如果能滿足上述這些條件和要求(qiú),那麽可以說,該不鏽鋼螺(luó)旋風管的質量是(shì)好的。而這一種(zhǒng)風管中,其彎頭和管子在連接方式(shì)上,是可以進行選擇的,即為,其有不同連接方式。4.不鏽鋼螺旋風(fēng)管和共(gòng)板法蘭風管(guǎn),它們的區別,是什麽?不鏽鋼螺旋風管和共板法蘭風管(guǎn),這(zhè)冷軋焊接風閥加(jiā)工是兩種不同的風管,而且是有很大區別的。首先在外觀上,前者是為圓形,後者是為矩(jǔ)形(xíng)。其(qí)次,不鏽(xiù)鋼螺旋風管在安裝過程中,有可能會用到法(fǎ)蘭這一部件(jiàn),而共板法蘭風管,其是自帶法蘭,所以,不需要法蘭。此外,在風管長度上,這兩個也是不一樣的。
作業(yè)地點要有相應冷軋焊接(jiē)風閥加工的(de)輔助(zhù)設施(shī),如梯子、架子、安全防護、消防器材,並有施工員的技(jì)術、質量、安全交底。在通風管道安(ān)裝中,必須注意電氣安全,配電箱、開關箱(xiāng)必須防雨、防塵,實行專人管理和使用,電氣接線與拆(chāi)除必須由電(diàn)工操作,非專業人員不得進行接線等配電作業。開關箱的配置和接線應(yīng)與分配電箱及配電線路相適(shì)應,箱內電器應安裝在金屬或非木(mù)質(zhì)的絕緣板(bǎn)上。開關(guān)箱的開關電器必須在任何情況廣州冷軋焊接風閥加(jiā)工下都可以使用電設備實行(háng)電源隔離。施工現場使用的移動燈(dēng)具和電動工具必須使用橡皮電纜,並且不得破皮和絕緣老化。指定安全用電責任人,及時發現和處理用電安全隱患,杜絕用電安全事故。

1、材料(liào)廣州(zhōu)冷軋焊接風閥加工要(yào)求(1)所(suǒ)使用板(bǎn)材、型鋼的主要材料應具有出廠合格證明書或質量鑒定文件。(2)製作風管及配件的(de)鋼板厚度應符合下表的規定。(3)鍍(dù)鋅薄鋼板表麵不(bú)得有裂紋(wén)、結疤及水印(yìn)等缺陷,應有鍍鋅層結晶花紋。2、作業條件(1)集中加工應具(jù)有(yǒu)寬敞、明亮、潔淨、地麵平整、不潮濕冷軋焊接風閥加工的廠房。(2)現場分(fèn)散加工應具有能防雨雪、大風及結構牢固的設施。(3)作業地點要有相應加工工藝的基本機具、設施及電(diàn)源和可靠的安全防護裝置,並配有消防器材。(4)風管製(zhì)作應(yīng)有批(pī)準的圖紙、經審查的大(dà)樣圖、係統圖,並有施(shī)工員的技術質量(liàng)及安全交底。

3、施廣州冷(lěng)軋焊接(jiē)風閥加工工方法(1)根據圖紙及大樣風管不同的(de)幾何形狀和規(guī)格、分別進行劃線展(zhǎn)開。(2)板材剪切必須進行下料的(de)複核,以(yǐ)免有誤,按劃線(xiàn)形狀用機(jī)械剪刀和手工剪刀進(jìn)行剪(jiǎn)切。(3)剪切時,手(shǒu)嚴禁伸(shēn)入機械壓板空隙中。上刀架不準放(fàng)置工具等物品(pǐn),調整板料時,腳不能放在踏(tà)板上。使用固定式震動剪兩手要扶穩鋼板,手離刀(dāo)口不得(dé)小於5cm,用力均勻適當。(4)板材下料後在軋口之前(qián),必冷軋焊接風閥加工須用倒角機或剪刀進行倒角工作。(5)咬口寬度和留量根據板材厚度而定,應(yīng)符合要求構造和焊接方法而定。





