
聯係人:解經理
手 機:13957451893
手 機(jī):15088869995
網 址(zhǐ):www.xuehuawu.cn
地 址:慈溪(xī)市崇壽鎮(zhèn)綠色農產品加工基地綠園一路238號(hào)

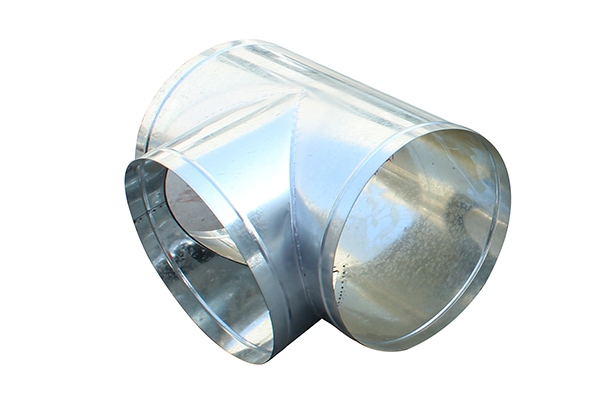
咬口時邯鄲鍍(dù)鋅噴漆焊接風管加工手(shǒu)指距滾輪護殼不小於5cm,手柄不(bú)準放在咬口機軌道上。咬口後的板料將畫好(hǎo)的折方線放在折方機上,置於(yú)下模(mó)的中心線(xiàn)。操作時使機械(xiè)上刀片中心線與下模中心(xīn)線重合,折成所需要的角度。折方時應互相配合並與折方機保持一定距(jù)離,以免被翻轉的鋼板或配重碰傷。製作圓風管時,將咬口鍍鋅噴漆焊接風管加工兩端拍成圓(yuán)弧狀放在卷圓機上圈圓(yuán),按風(fēng)管圓徑規格適(shì)當調整上、下輥間距,操作時(shí),手不得直接推送鋼板。折方或卷圓後的鋼板用合口機或手工進行合縫。操作時,用力均(jun1)勻,不宜過重。單、雙口確實咬合,無脹裂和半咬口現象。

方法(fǎ)一:手工焊使用非常普遍,且操作鍍鋅噴漆(qī)焊接風管加工容易(yì),主要是靠人進行調節,焊縫填充材料為電(diàn)焊條。手工焊幾乎能焊接所有的(de)材料,即使在室外也可(kě)以,因(yīn)此它具有很好的適應性,一般焊接時是采用直流電。電焊條(tiáo),既可(kě)以是鈦型焊條,也(yě)可以是緘性的。鈦型焊條比較(jiào)容易焊接,焊縫美觀,且焊渣容易去除。但缺點是如果長時間不用後再使用,那麽重新進行烘烤,以防潮氣積聚。方法(fǎ)二:金屬極(jí)氣體保護焊它屬於氣(qì)體保(bǎo)護焊,也是一種電(diàn)弧焊,是在保護氣體下(xià),焊條被電弧融化。金屬極氣體保護焊可用於鋼、非合金鋼、低合金鋼以(yǐ)及高合金等這些材料,使用很廣泛。但(dàn)有一點,它的保護氣體為活性氣(qì)體,比如二氧噴漆焊接風管加工(gōng)化碳或者混合氣體等。的缺點是如果在(zài)室(shì)外進行焊接,那(nà)麽工件不能受潮,否則會影響(xiǎng)保護氣體的保護效果(guǒ)。方(fāng)法三:鎢(wū)極惰性氣體保護焊
每天(tiān)開工前,召鍍鋅噴漆焊接風管加(jiā)工開安裝人員(yuán)開班(bān)前會,班前講(jiǎng)話必須講安全(quán),做到(dào)天天講安全,事事講安全。在安裝作業現場要劃定作業(yè)區,設安全標誌,非作業人員不得入內。進入施工現場的人員,要穿戴好防護用品。工作服應(yīng)做到袖口緊、腰身緊、褲腳緊。在工作中,作業(yè)人(rén)員應使用安全梯上下管子。高處作業應該設作業平台或者腳手架,作業平台、腳手架各節點的連結必須(xū)牢固、可靠。作(zuò)業平(píng)台寬(kuān)度應(yīng)滿足鍍鋅噴(pēn)漆焊接風管加工施工安全要求(qiú),在平台範圍內應鋪滿、鋪穩腳(jiǎo)手板。作業平台、腳手架在使用中應設(shè)專人隨時檢查,發現變形、位移應及時采取安全措(cuò)施並確認安全。一般排風機係統和空調係統的安裝,要(yào)在建築物圍護結構施工完,障礙物已清理,地麵無雜物(wù)的條件下(xià)進行。

淨邯鄲鍍鋅噴漆焊接風管加工化空調係統風管(guǎn)的法蘭鉚釘間距應小於(yú)100mm,空氣潔淨等級為1~5的風(fēng)管法蘭鉚釘間距應小於65mm。風管加工前應采用清洗液去除板材表麵油汙及(jí)積塵,清洗液應采用對板材表麵無損害、幹燥後不產生粉塵,且對人(rén)體無危害的(de)中性(xìng)清潔劑。通(tōng)風管道(dào)製作完畢應使用清洗液(yè)清洗,清洗後經白綢布擦拭檢查達到要(yào)求後,酚醛板,應(yīng)及時封口。彩色塗層鋼板風管的內壁應光滑;板材加工時不得損壞塗層,被損壞的部位應塗環氧樹脂。風管的(de)咬口(kǒu)縫、鉚接縫以(yǐ)及法蘭翻邊四角縫隙處,應按設計及潔淨等級要求,采(cǎi)用塗密封膠或其他(tā)密封措施堵嚴。密封(fēng)材料宜采用異丁基橡膠、氯丁橡膠、變性矽鍍鋅(xīn)噴漆焊接風管加工膠等為基材的材料。風管板材連接縫的密封麵(miàn)應設(shè)在風管壁的正壓側。





