
聯係(xì)人:解經理
手 機:13957451893
手 機:15088869995
網(wǎng) 址(zhǐ):www.xuehuawu.cn
地 址(zhǐ):慈溪市崇壽鎮綠色農產品加工基地綠園一路238號

1、材料要求①、板材表保溫快速卡箍配件麵應平整,厚(hòu)度應均勻,無凹凸(tū)明顯的壓傷現象,並且不得(dé)有裂縫、砂眼(yǎn)、結疤、刺邊和鏽(xiù)蝕(shí)等情況。②、選用材料的厚度應符合規範規定(dìng):(mm)③、型(xíng)鋼應該注意等(děng)型(xíng),均勻,不應有(yǒu)裂縫,氣泡、窩穴及其它影(yǐng)響質量(liàng)的缺陷,特別注(zhù)意現有角鋼有不等邊的情況。2、風管製作作業條件①、圖紙已經熟悉,並且經過圖紙會(huì)審。對建築、結構和電氣、暖衛施工圖中的管路走向、坐標、標高與通風管道之間跨越(yuè)交叉在圖紙上出現的問題已經有解決方案。②、材料(liào)表麵油汙應全部清除幹淨,以免(miǎn)鐵鏽或氧化物落於材料表麵產生局部腐蝕。③、要有(yǒu)一個單獨的加工場地,為了不破快速卡箍配件壞鍍鋅鋼板外的(de)保護膜,工作場地較好鋪設木板或者橡膠板,保持場地清潔。④、已進行了施工技術交底,對風管製作的尺寸,采(cǎi)用的技術標準(zhǔn)、接口及法蘭連接方法已經明確。並且已經做好施工交底記錄。
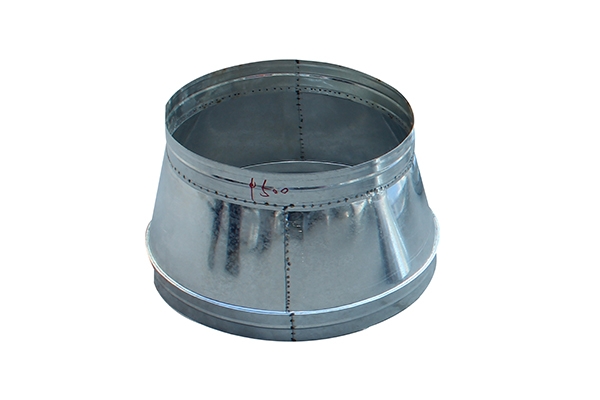
1.成型過程中,鋼板保溫快速卡箍配件變形均勻,殘餘應力小,表麵(miàn)不產生劃傷。加工的螺旋鋼管在直徑和(hé)壁(bì)厚的尺寸規格範圍上有更大的靈活,尤其在生產高鋼(gāng)級厚壁管,特別是中口(kǒu)徑厚壁管方麵有別的工藝無法比擬的(de)優(yōu)勢, 可滿足用戶(hù)在螺旋鋼管規格方麵更多的要求。2.對鋼管進行100%的質量檢查,使鋼管(guǎn)生產的(de)全過程均在檢測、監保溫快速(sù)卡箍(gū)配件(jiàn)控之(zhī)下,保證(zhèng)了產品質。3.整條生產線(xiàn)的全(quán)部設備具備與(yǔ)計算機數據采集係統聯網的功能,實(shí)現數據(jù)即時傳輸(shū),由控(kòng)製室對生產過程中的技術參數。

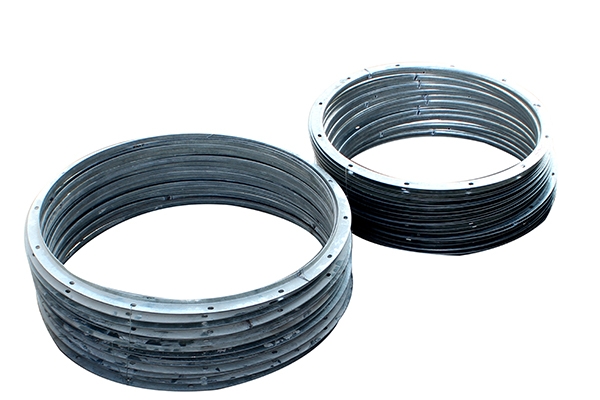
⑴減少泄漏。螺旋保溫快速卡箍配件風管三通的安裝顯著地減少了管與管之間的連接點,使管件結合(hé)部的泄(xiè)漏減少到*程度,且連(lián)接兩個螺旋風管隻需一個管接件,而(ér)傳統的矩(jǔ)形風(fēng)管的連接則常常需要一(yī)個完全單獨的雙法蘭係統。 ⑵標(biāo)準化產(chǎn)品。螺旋圓風(fēng)管的配件(管件(jiàn)和接頭)的生產已(yǐ)高度自動化、係統化,並具(jù)有工保溫快速卡箍配件業化的質量控製。 ⑶安裝費用低。圓形風管係統的安裝時間隻有相類似的矩形管(guǎn)道的1/3。 ⑷通(tōng)常隻需較小的安裝空間。

在不增(zēng)加任何壓降保溫快速卡箍配件的情況下,相同的安裝空間內直徑為200mm的圓形管道可(kě)取代250×150mm的矩形管道。在不增(zēng)加額外安裝空間的前提下,數條(tiáo)平行的圓形(xíng)管道可(kě)取代扁平矩形管道。考慮了所(suǒ)有的因素,在絕(jué)大多數情況下,圓形管道(dào)所占用的空(kōng)間都要少於矩形管道。對同(tóng)樣的壓力特性(xìng),數條圓形管道的安(ān)裝空(kōng)間常常與一條矩形管道的的安裝空間相同或更少。許多矩形(xíng)管道係統安裝時(shí)需要4螺栓係統,因而在保溫快速卡箍配件(jiàn)管道的各個方向增加40~80mm。
1、風寧波保溫快(kuài)速卡箍配件管采用無法蘭連接時,接口處應嚴密、牢固。矩形風(fēng)管(guǎn)四角(jiǎo)要有定位及密封揩施。風管連接兩平(píng)麵應平直,不(bú)得錯位及扭曲。2、安裝在支架上的圓形風(fēng)管應設托座。3、風管穿出屋麵外應設置防雨罩。4、輸送易產生冷凝水的風管,應按設計要求的坡度安裝(zhuāng)。風管底部不(bú)保溫(wēn)快速卡(kǎ)箍配件(jiàn)能有縱向接縫,如有接縫(féng)應用密封處理(lǐ)。5、鋼板風管與(yǔ)磚、混凝土風道的(de)插接(jiē)應順應氣流方向,風管與風道結合麵要進(jìn)行密封處理。 6、保溫風管的支、吊架宜設在保溫層(céng)外部,並不得損壞保溫層。7、送風管和與總(zǒng)管采用垂直插接時,接口處應設置導風調節裝置。





