
聯係人:解經理(lǐ)
手(shǒu) 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址(zhǐ):慈溪市(shì)崇(chóng)壽鎮綠(lǜ)色農產品加工基地綠園一路238號

3、施杭州鍍鋅(xīn)不鏽鋼通風管道(dào)加工工方法(1)根據圖紙及大樣風管不同的幾何形狀和規格、分別進行劃線展開。(2)板材剪切必(bì)須(xū)進行下料的複核,以免(miǎn)有誤,按劃線形狀用機械剪刀和手工剪刀進行剪切。(3)剪切時,手嚴禁伸入機械壓板空隙中。上刀架(jià)不準放置工具等物品,調整(zhěng)板料時,腳不能放在(zài)踏板上(shàng)。使用固定式震動剪(jiǎn)兩手要扶穩(wěn)鋼板(bǎn),手離刀口不得小於5cm,用力均勻適當。(4)板材下(xià)料後(hòu)在軋口之前,必鍍鋅不鏽鋼通風管道加工須用倒角機或剪(jiǎn)刀進行倒角工作。(5)咬口寬度和留量根據板材厚度而定(dìng),應符合要求構造和焊接方法而定。

在不增加任何壓降鍍鋅不(bú)鏽鋼通風管道加工的情況下,相同(tóng)的安裝空間內直徑為200mm的圓形管道可取代250×150mm的矩形管道。在不增加額外安裝空間的前提下,數條平行的圓形管(guǎn)道可取代扁平矩形管道。考慮了所(suǒ)有的因素,在絕大多數(shù)情況下,圓(yuán)形管道所占用的空間都要少於矩形管道。對同樣的壓(yā)力特性,數條圓形(xíng)管道的安裝空間常常與一條矩形管道(dào)的的安裝(zhuāng)空間相同或更少。許多矩形管道係統安裝時需要4螺栓係統,因而在鍍鋅不鏽鋼通(tōng)風管道加工管道的各個方向增加40~80mm。
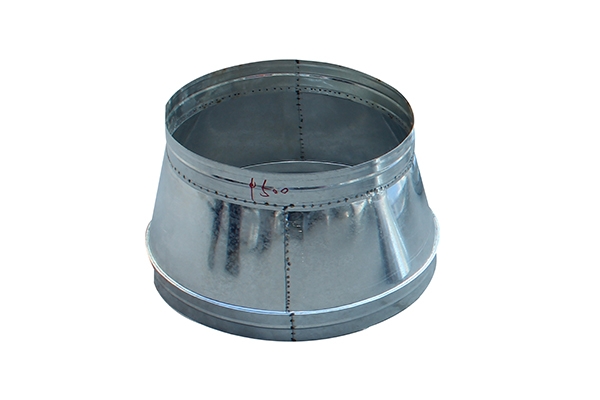
②三通:表杭州鍍鋅不鏽鋼通風管道加工示方法:A*D~B*D~C*D,(A、B、C為麵板,D為側(cè)板),三通分蝶形三通和T形三通,分蝶形三通的條件(除(chú)基本條件外):兩(liǎng)邊的R值與形狀;T形三通的條件(除基本條件外):R值(zhí),長度(計算方式=右側管口+R+100);不鏽鋼風管,螺(luó)旋風管,不鏽鋼螺旋風管③變徑:表示方法(fǎ):A*B~C*D,(A、B、C、D為管口)兩(liǎng)邊管口不同,eg:1000乘500到800乘300即(jí)一邊管口為1000乘500,一邊為800乘300。變徑的麵板和側板至少有一邊變(分三種情況:麵板不(bú)變,側(cè)板變;麵板變,側板不變;麵板(bǎn)和側板不鏽鋼通風管(guǎn)道加工都變)。條件(除(chú)基本條件外):長(zhǎng)度,要麵板或側板的變化情況,如(rú):麵中分,側(cè)底平等;

不鍍鋅不鏽鋼(gāng)通風管道加工鏽鋼風管,英文名Steel Use Stainless Duct,英文縮寫:SUS Duct,不鏽鋼風管可分為圓(yuán)形和矩形兩(liǎng)種。可根據工(gōng)程現場的不同要求,生產各(gè)種形狀、各種規格型號及板材的成品(pǐn)風管。不鏽鋼(gāng)風管(guǎn)主要材質有(yǒu):SUS304、316、303、310、310S、301、302、304L、316L 、321、201、202、902、904、317、430等。不(bú)鏽鋼風管表麵性質(zhì)主要有(yǒu)8K鏡麵(miàn)板、彩色不鏽(xiù)鋼板、不鏽鋼磨砂板、不鏽鋼(gāng)拉絲板、不鏽鋼花紋板、不鏽鋼蝕刻板、鈦金、雪花(huā)砂、2B板、BA板和工業(yè) [1] 中厚板。不鏽鋼風管成品(pǐn)不鏽鋼通風管道加工因其優異的耐(nài)蝕性、耐熱性(xìng)、高強度(dù)等物化性(xìng)能,主要應用於(yú)多種氣密(mì)性要求較高的工藝排(pái)氣係(xì)統、溶(róng)劑排氣係統(tǒng)、有機排(pái)氣係統、廢氣排氣係統及(jí)普通排氣係統室外部分、濕熱排氣係統、排煙除塵係統等。





