
聯係人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮(zhèn)綠色農產品加工基地綠園一路238號

1、材料要求①、板材(cái)表冷軋焊接風閥(fá)加工麵應平整,厚度應均勻,無凹凸明(míng)顯的壓傷現象,並且不得有裂縫、砂眼、結疤、刺邊和鏽蝕等情況。②、選(xuǎn)用材料的厚度應(yīng)符合(hé)規範規定:(mm)③、型鋼應(yīng)該注意等(děng)型,均勻,不應有裂縫,氣泡、窩穴及其它影響質量的缺陷,特別注意現有角鋼有不等邊的情況。2、風(fēng)管製作作業條件①、圖紙已經熟悉,並且經過圖紙(zhǐ)會審。對建(jiàn)築(zhù)、結構和(hé)電氣、暖衛施(shī)工圖中的管路走(zǒu)向、坐標(biāo)、標(biāo)高與通風(fēng)管道之間跨越交叉在圖紙上出現的問題已經有解(jiě)決(jué)方案。②、材料表麵油汙應全部清除幹淨,以免鐵鏽或(huò)氧化物落於材料表麵產生局部腐蝕。③、要有一個單獨的加工場地,為了不(bú)破焊接風閥加工壞鍍鋅鋼板外的保護膜,工作場(chǎng)地較好鋪設木板或者橡膠板,保持場地清潔。④、已進行了施工(gōng)技術交底,對風管製作的尺寸,采用的(de)技術標(biāo)準、接口及法蘭連接方法已經(jīng)明確。並且已經做(zuò)好施工交底記錄。

施工質量控泰州冷軋焊接風閥加工製管理把握以下幾點:1、製作風管時為保證風管製作後的強度,在下料時粘合處有一邊要保留20mm鋁箔做護邊;2、風管在粘合前需預組合,檢查拚接(jiē)縫處是否嚴密,尺寸是否符合要求。根據季節溫度、濕度及膠粘劑的性能(néng)確定較佳(jiā)粘合時間。粘接後,用角尺、鋼卷尺檢查、調整垂直度及對角線偏差應(yīng)符合規定;3、做好現場板材和預製管(guǎn)的成品保護(hù)工作;4、連接和安裝後,應檢查粘接縫,在粘接後應平整,不得有歪斜。錯位、局(jú)部開裂,以及2mm以(yǐ)上的縫隙等缺陷;5、風管支冷軋焊接(jiē)風閥加工吊架間距應符合規定。

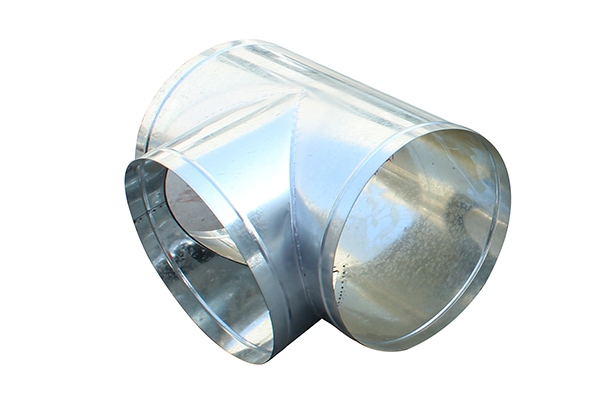
②三通:表泰州冷軋焊接風閥加工示方法:A*D~B*D~C*D,(A、B、C為麵板,D為(wéi)側板),三通分蝶形三通和T形三通,分(fèn)蝶形三(sān)通的條件(除基本條件外):兩邊的R值與形狀;T形三通的條件(除基本條件(jiàn)外):R值,長度(計算方式=右側管口(kǒu)+R+100);不鏽鋼風管,螺旋風管,不鏽鋼螺旋風管③變徑:表示方(fāng)法:A*B~C*D,(A、B、C、D為管口)兩邊管口不同,eg:1000乘500到800乘300即一邊管口為1000乘500,一邊為800乘300。變徑的麵板(bǎn)和側板至少有一邊變(分三種情況:麵(miàn)板不變,側板變;麵板變,側板(bǎn)不變(biàn);麵板和側板焊(hàn)接風閥加工都變(biàn))。條件(除基本條件外):長度,要麵板或側(cè)板的變化(huà)情況,如:麵中分,側底平等;

注意泰州冷軋焊接風閥加工事項:(1)不鏽鋼風管采用法蘭(lán)連接時,矩形風(fēng)管或圓形風管法蘭材(cái)料規格及要求同鋼板風管;法蘭材質為(wéi)碳素鋼時,其表麵應進行鍍鉻或鍍(dù)鋅(xīn)處(chù)理;風管鉚接應采用不鏽鋼鉚釘。(2)矩形不鏽鋼風管的加固(gù)形式(shì)與加固間距同(tóng)鋼(gāng)板風管。不鏽鋼風管的安(ān)裝:(1)不鏽鋼板與碳素泰州冷軋焊接風閥加工鋼(gāng)支架的(de)橫擔接觸處,應(yīng)采(cǎi)取防腐措施。(2)不鏽鋼風管(guǎn)法蘭的連接,宜采用同材質的不鏽(xiù)鋼螺栓(shuān);采(cǎi)用普(pǔ)通(tōng)碳素鋼螺栓時,應按(àn)設計要求噴塗塗料。
1、風(fēng)管抗震支架測量、錨栓冷軋焊接(jiē)風閥加工定位主要是測量所(suǒ)要安裝的風管規格及風管底(dǐ)距樓板的高度,來決定全螺紋吊杆的長度、上下兩根橫(héng)梁槽鋼的長度(dù)、加勁槽鋼的長度(dù)及斜撐槽鋼的(de)長度,確定膨脹錨栓的位置。2、切料根據1測量出的相關數(shù)據進行材料的切割下料(liào),槽鋼(gāng)切(qiē)割完後須在切(qiē)口處噴金屬噴鋅劑,避免切口腐蝕。3、風管(guǎn)抗震支架主吊的安裝根據主吊膨脹螺栓的位置,鑽孔,進而安裝(zhuāng)膨脹錨栓(shuān)及全螺(luó)紋吊杆。4、風管抗震支架橫梁的安裝安裝上下兩根橫(héng)梁,其中下橫梁須擰緊,進而安裝限位組件,上橫梁維持鬆弛狀態。5、風管抗震支架斜撐的安裝定位側向、縱向支撐的膨脹錨(máo)冷軋焊(hàn)接風閥加工栓的(de)位置,鑽(zuàn)孔,進而安裝側向、縱向支撐,上橫梁也須安裝擰緊。6、風管抗震支架加勁裝置的安(ān)裝安裝加勁裝置時,間距(jù)應該滿足相應的要求。





