
聯係人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠色農(nóng)產(chǎn)品加工基地綠園一路238號

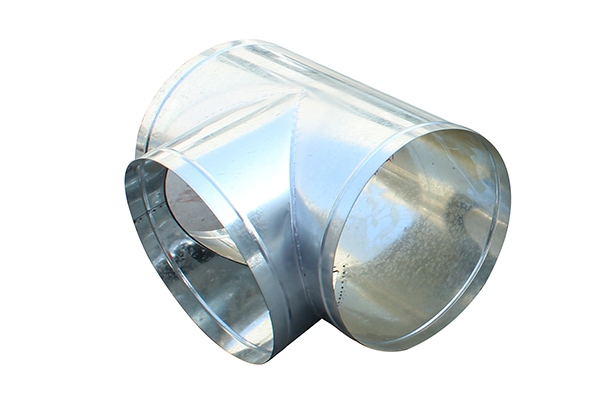
在(zài)不增加任何壓降保溫不(bú)鏽鋼風管配件的情況下,相同的安裝空間內直徑為200mm的圓形管道可取代(dài)250×150mm的(de)矩形管道。在不增加額外安裝空間的前提下,數條(tiáo)平行的圓形管道可取(qǔ)代扁平矩形管道(dào)。考慮(lǜ)了所有的因素,在絕大多數情況下,圓形管道(dào)所占用的空間都要少於矩形管道。對同樣的壓力特性,數條圓形管道的安裝空間常常與一條矩形管道的(de)的(de)安裝空間相同或更少。許多矩形管道係統安裝時需要(yào)4螺栓係統,因而在保溫(wēn)不鏽鋼風管配件管道的各個方(fāng)向增加(jiā)40~80mm。

1、螺旋風管(guǎn)風(fēng)北侖。蘇州保溫不鏽鋼風管配件道轉角盡量減少。無錫風管加工廠,無錫通風管道廠家(jiā),不鏽鋼焊接風(fēng)管(guǎn),無錫風管(guǎn)加工2、軟接(jiē)頭設備標準,避免軟接帆布鬆垮發作風阻而(ér)形成風噪。3、螺(luó)旋風管風機(jī)葉輪係統動平衡校調合理正常正負不大於5絲的崎嶇。4、控(kòng)製出風、回風間隔,避免空氣對流時自(zì)激表保溫不鏽鋼風(fēng)管配件象和小循環空間。無錫風管加工廠,無錫通風(fēng)管道廠家(jiā),不鏽鋼焊(hàn)接風管,無錫(xī)風管加工5、懸掛選用(yòng)順便彈簧避震(zhèn)專(zhuān)職(zhí)的連接器,減輕工作(zuò)時因扭力發作的跳動或共頻。
1.焊前準備(1)根據板厚保溫不鏽鋼風管配件形式,采用機械加工、等離子孤(gū)切割(gē)或碳弧氣刨等方法(fǎ)下料加工(gōng)坡口,為(wéi)了避免飛濺金屬損傷,在使(shǐ)用碳弧氣刨和開坡口和手工電弧焊接時,應在坡口兩側塗上石灰粉。(2)坡(pō)口形式宜采用V形坡(pō)口,要采用較小的焊接電流,這樣可以防止不鏽鋼產生晶(jīng)間腐蝕。(3)為了滿足接頭具有相同的(de)性能,應遵(zūn)循“等成分”原則來選擇(zé)焊接材料,同時要注意接頭中的鐵素體不能太多,這樣是為了(le)增強接頭抗熱裂紋和晶間腐蝕能力。(4)應(yīng)采用(yòng)嚴格的定位焊,遵循“短而厚(hòu)”、“點焊不焊透”的原則(zé)。不鏽鋼不鏽鋼風管配件螺旋風管2.焊接技術要求(qiú)(1)手工(gōng)電(diàn)弧焊時焊機應采用直流(liú)反接,氬弧焊時應采用直流(liú)正接。(2)在(zài)焊接前,應將焊絲用不鏽鋼絲刷掉表(biǎo)麵的氧化皮(pí),並用丙(bǐng)酮清洗,然後進行烘幹,隨取隨用。

3、施北侖。蘇州保溫不鏽鋼風管配件工方法(1)根據(jù)圖紙及大樣風管不同的(de)幾何形(xíng)狀和規格、分別進行劃線(xiàn)展開。(2)板材(cái)剪切必(bì)須進行下料的複核,以免有(yǒu)誤,按劃線(xiàn)形(xíng)狀(zhuàng)用機械剪(jiǎn)刀和手工剪刀進行剪切。(3)剪切時,手嚴禁伸入機械壓板空隙中。上刀架不準放置工具等物品,調整板料(liào)時,腳不能(néng)放在踏板上。使用固定式震動剪兩手要扶穩鋼板,手離刀口不得小於5cm,用力均勻適當。(4)板材下料後在軋口之(zhī)前,必保溫不鏽鋼風管配件(jiàn)須(xū)用倒角(jiǎo)機或剪刀進行倒(dǎo)角工作。(5)咬口寬度和留量根據板材厚度而定,應符合要(yào)求構造和焊接方法而定。
1、質量輕、強度高、不燃、抗老化、耐腐不鏽鋼風管配件蝕、阻力小、密封(fēng)性能好、外形美觀(guān)、安裝簡單、使用壽命長;2、使用的原材料均為無機材料,遇火不燃燒,防火性能優越;3、MPP不燃型無機玻璃鋼風管耐酸、堿、鹽等腐蝕,能適(shì)應不同地區氣候條件,尤其是空氣中含鹽份較高的沿(yán)海地(dì)區和化工(gōng)、醫藥、煙草、化纖(xiān)等含有或帶(dài)有揮發性介質的行業,更能體現其耐腐蝕的優越性;4、產品無毒、無味、無石棉、無揮(huī)發性介質、無粉塵產生,經衛生部門檢驗,對(duì)人體無害,符合(hé)GB/5465-1985《建築材料不燃性試驗方法》標(biāo)準,是一種替代傳統產品的防火材料;5、內外壁(bì)光滑,風道阻力小,送排風時不產生保溫不鏽鋼風管配件二次噪(zào)聲,降低能耗,節約運行費用;6、產品可現場製作、可(kě)切割、可鑽孔(kǒng)、可開洞安(ān)裝簡單、省工(gōng)省時,降低用戶的投資成本(běn),縮(suō)短(duǎn)工期;7、性能價格(gé)比高,比使用其它材料便宜,安裝完工後不需要維護(hù),減少(shǎo)維護經費。

1.成型過程(chéng)中,鋼板保溫不鏽鋼風管配件(jiàn)變形(xíng)均勻(yún),殘餘應力小,表麵不產生劃傷。加工的螺旋(xuán)鋼管在直徑和壁厚的尺寸規格範圍上(shàng)有更大(dà)的靈活,尤其(qí)在生產高鋼級厚壁管(guǎn),特別是中口徑厚(hòu)壁管方麵有別的(de)工藝無法比擬的優勢, 可滿足用戶在螺旋(xuán)鋼管規格方麵更多的要求。2.對鋼管進行100%的質(zhì)量檢查,使鋼管生產的全過程(chéng)均在檢測、監保溫(wēn)不鏽鋼風管配件控之下,保證了產品質。3.整條生產線的全部設備具備與計算機數據采集係(xì)統聯網的功能,實現數據即時傳輸(shū),由控製室對生產過程(chéng)中(zhōng)的技術參數。





