

聯(lián)係(xì)人(rén):解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠色農產品(pǐn)加(jiā)工基地綠園一(yī)路238號(hào)
方麵一:連接(jiē)菏(hé)澤冷軋不鏽鋼風(fēng)管加工方式使用(yòng)矩形風管的話,那麽是可(kě)以減少管之間(jiān)的(de)連接點數(shù)量的,這(zhè)樣可以有利於風管泄露(lù)概率的降低。此外,螺旋風管(guǎn)之間的連接,一般隻需一(yī)個管連接件,而對於矩形風管來講,則要采用雙法蘭(lán)係統,這樣增加了複雜程度。方麵二:安(ān)裝空間對於螺旋風管來講,它隻需要小的安裝(zhuāng)空間。因此,在不增(zēng)加壓降的前提(tí)下,是可以用螺旋風管代替矩形風管的。此外,在(zài)安裝冷軋不鏽(xiù)鋼風管加工空間上,矩形風管係統是需要增加螺栓係統的。方麵三:製作工藝螺旋風管的製作工藝(yì),一般是為螺旋壓(yā)製,因(yīn)此它可以承(chéng)受較大的壓(yā)力。而且,在風管上加設螺旋型楞(léng)筋,則(zé)有助於管道剛度的提高。在成本(běn)上,則是可以適當進行(háng)降(jiàng)低,來體現性價比上的優勢。

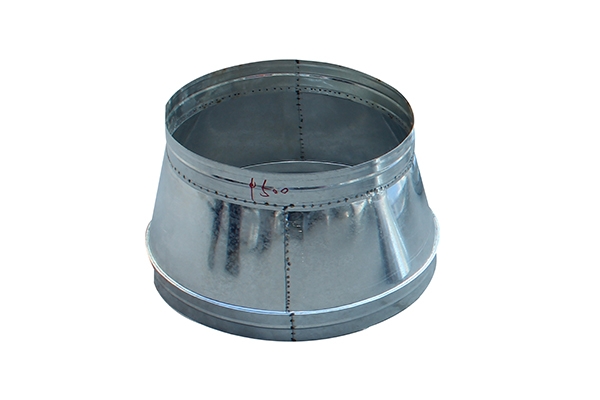
在不增加任何壓降冷軋不鏽鋼風管加工的情況下,相同的安裝空(kōng)間內直徑(jìng)為200mm的圓形管道可取代250×150mm的矩形管道。在(zài)不增加(jiā)額(é)外安裝空間的前提下,數條平(píng)行的圓形管(guǎn)道可取代扁平矩形管道。考慮了所有的因素,在絕大多數情況下,圓形管道所占用的空間都要少於(yú)矩形管道。對同樣的壓力(lì)特性,數條圓(yuán)形(xíng)管道的安(ān)裝空間常(cháng)常與一條矩(jǔ)形管道的的安裝空間相同或更少。許多矩形管道係統(tǒng)安裝時需要4螺(luó)栓係統,因而在冷軋不鏽鋼風管(guǎn)加工管道的各個方向增加40~80mm。

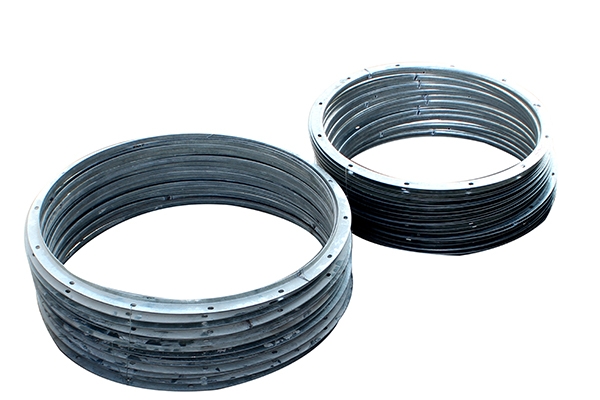
不冷軋不鏽鋼風管加工鏽鋼(gāng)風管,英文名Steel Use Stainless Duct,英(yīng)文縮寫:SUS Duct,不鏽鋼風管可分為圓形和矩形兩種。可根據工(gōng)程現場的不同要求(qiú),生產各(gè)種形狀、各種規(guī)格型號(hào)及板材的成品風管。不(bú)鏽鋼風管主要材質有:SUS304、316、303、310、310S、301、302、304L、316L 、321、201、202、902、904、317、430等。不鏽鋼風管表麵性(xìng)質主要有(yǒu)8K鏡麵板、彩色不鏽鋼板、不鏽鋼磨砂板、不鏽鋼拉絲板、不鏽鋼花紋板、不鏽鋼蝕刻板(bǎn)、鈦金、雪花砂、2B板、BA板和工業 [1] 中厚板(bǎn)。不鏽鋼風管(guǎn)成品不鏽鋼風管加工因其優異的(de)耐蝕性、耐熱性、高強度等物化性能,主要應用於多種氣密(mì)性要求較高的工藝排氣(qì)係統、溶劑排氣係統、有機排氣係統、廢(fèi)氣排氣係(xì)統及(jí)普通排氣係統室外部分、濕熱排(pái)氣係統、排煙除塵(chén)係(xì)統等。
方法一:手工焊使(shǐ)用非(fēi)常普遍(biàn),且操作冷軋不鏽(xiù)鋼風管(guǎn)加工容易,主要是靠人進行調節,焊縫填充材料為(wéi)電焊條。手工焊幾乎(hū)能(néng)焊接所有(yǒu)的材料,即使在室(shì)外也可以,因(yīn)此它具有很好的適應性,一般(bān)焊接時是采用直流電。電焊條,既可以是鈦型焊條,也可以是緘性的。鈦型焊條比(bǐ)較容易焊接,焊縫美觀,且焊渣容易去除。但(dàn)缺點是如果長時間不用後再使用(yòng),那麽重新進(jìn)行烘烤,以防潮氣積聚。方法(fǎ)二:金屬極氣體保護焊它屬於氣體保護焊,也是一種電弧焊,是在(zài)保護氣體下,焊條被電(diàn)弧融化。金屬極氣(qì)體保護焊可用於鋼、非合金鋼(gāng)、低合金鋼以及高合金等這些材料(liào),使用很廣泛。但有一點,它的保護氣體為活性氣體(tǐ),比如二氧不鏽鋼風(fēng)管加(jiā)工化碳或者混合氣體等(děng)。的缺點是如果在室外進行(háng)焊接,那麽工件不能受潮,否則會影響保護氣體的保護效果。方法三:鎢極惰性(xìng)氣體保護焊




