
聯係人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮(zhèn)綠色農產品加工基地綠園一(yī)路238號

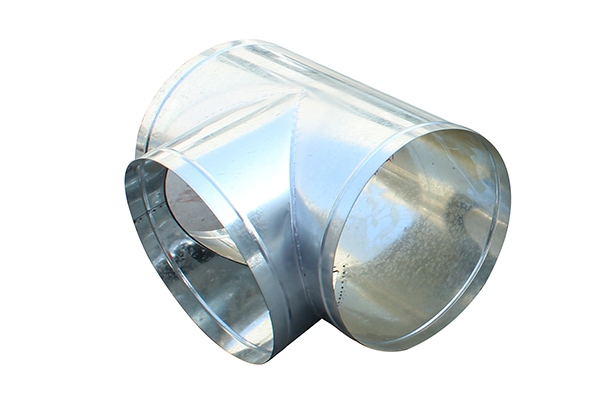
1、風管中的金冷軋焊接風管廠家屬風管金屬風(fēng)管,其是屬於風管(guǎn)這一大(dà)類的,並且在無(wú)錫風管(guǎn)廠(chǎng)家雙羊暖通設備看來,其可以認為是用各(gè)種金屬材料製成(chéng)的風管。並且在(zài)種類上,則是有鍍鋅鐵皮風管,以及(jí)不鏽鋼風管等。這一種風管,其在應用上,從目前來看的話,是越來越(yuè)廣泛,並且已經滲透到多個行業和領域中了。2、風管中專業術語風管中,是有一些相關的專業(yè)術語的,所以下麵來進行具體舉例,並給出專業解釋。風管:其在材質上,可以(yǐ)是金屬、非金屬(shǔ),以及其它材料等,主要是用來進行空氣流通的。風道:其深(shēn)圳冷軋焊接(jiē)風管廠家與風管是不同(tóng)的,因(yīn)為其是用混凝土或磚等建築材料砌(qì)築而成的,是(shì)用來進行空氣流通的通道。通風工程:這是多(duō)個工程的統稱,其中包括了(le)送(sòng)風、排風、除塵、氣力輸送等,還有防排和排(pái)煙係統。

咬口時深圳冷(lěng)軋焊(hàn)接(jiē)風管廠家(jiā)手指距滾輪護殼不小於(yú)5cm,手(shǒu)柄不準放在咬口機軌(guǐ)道上。咬口後的板料將畫好(hǎo)的折方(fāng)線放在折(shé)方機上,置於下模的中心線。操作時使機械上刀片中心線與下模(mó)中心線重合,折成所需要的角度。折方時應互相配合並與(yǔ)折方機(jī)保持(chí)一定距離(lí),以免被翻轉的鋼板(bǎn)或配重碰傷。製作圓風(fēng)管時,將咬口冷軋焊接風管廠家(jiā)兩端拍成圓弧狀放在卷圓機上圈(quān)圓(yuán),按風管圓徑規格適當調整上、下輥間(jiān)距,操作時,手不得直接推送鋼板。折方或卷圓後的鋼板用合口機或手工(gōng)進行合縫。操作時,用力均勻,不宜(yí)過重。單、雙口確實(shí)咬合,無脹裂(liè)和半咬口現象。
1、風管抗震支(zhī)架測量、錨栓冷軋(zhá)焊接風管廠家定(dìng)位主要是測(cè)量所要安裝的風管規格及風管底(dǐ)距樓板的高(gāo)度,來決定全螺紋吊杆的長度、上下兩(liǎng)根橫梁槽(cáo)鋼(gāng)的長度、加勁槽鋼的長度及斜撐槽鋼的長(zhǎng)度,確定膨(péng)脹錨栓的位置。2、切(qiē)料根據1測量出的(de)相關數據進行材料的切(qiē)割下料,槽鋼切割完後須(xū)在切口處噴金屬噴鋅劑,避免切口腐蝕。3、風(fēng)管抗(kàng)震支架主吊的(de)安裝根據主吊膨脹螺栓的位置,鑽孔,進而安裝膨脹錨栓及全螺(luó)紋吊杆。4、風管抗震支架橫梁的安裝安(ān)裝上下兩根橫梁,其中下橫梁須擰緊,進而安裝限位組(zǔ)件(jiàn),上橫梁維持鬆弛狀態。5、風(fēng)管抗震支架斜撐的安裝定位側向、縱向支撐的膨脹錨冷軋焊接風管廠家栓的位置,鑽孔,進而安裝側向、縱向支撐,上橫(héng)梁也須安裝擰緊。6、風管抗震支(zhī)架加勁裝置的安裝安裝加勁裝置時,間距應該滿足相應的要求。

1.焊(hàn)前準備(1)根據板(bǎn)厚冷軋焊接風管廠家形式(shì),采用機械加工、等離子孤切割或碳弧氣刨等方法下料加工坡口,為了避免飛濺金屬損傷,在使(shǐ)用碳弧氣刨和開坡口和手工電弧(hú)焊接時(shí),應在坡口兩側塗上(shàng)石灰粉。(2)坡口形(xíng)式宜采用V形(xíng)坡口,要采用較小(xiǎo)的焊接電(diàn)流,這樣可(kě)以防止不鏽鋼產生晶間腐(fǔ)蝕。(3)為了滿足接頭具有相同的性能(néng),應遵循“等成分”原則來(lái)選擇焊(hàn)接材料,同時(shí)要注(zhù)意接頭中的鐵素體不能太多,這樣是為了(le)增(zēng)強接頭抗(kàng)熱裂紋和晶(jīng)間腐蝕(shí)能力。(4)應采用嚴格的定位焊,遵循“短而厚(hòu)”、“點焊不(bú)焊透”的原則。不鏽鋼焊接風管廠家螺旋風管(guǎn)2.焊接技術要求(1)手工電弧焊時焊機應采用直流反接,氬弧焊時應采用直流正接。(2)在焊接(jiē)前,應將焊絲用不鏽鋼絲刷掉(diào)表麵(miàn)的氧化(huà)皮,並用丙酮清洗,然後進行烘幹,隨取隨用。





