
聯係人:解經理
手 機:13957451893
手 機:15088869995
網(wǎng) 址:www.xuehuawu.cn
地 址(zhǐ):慈溪市崇壽鎮綠色農產品加工基地綠園一路238號

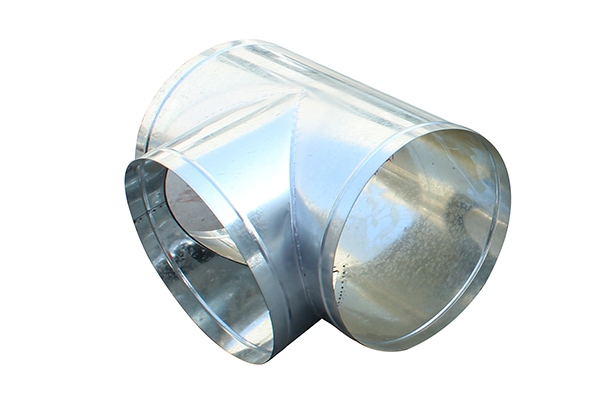
②三通:表慈(cí)溪鍍鋅排煙(yān)管道加工示方法:A*D~B*D~C*D,(A、B、C為麵板,D為側板),三通分蝶形三通和T形三通,分(fèn)蝶形三通的條件(除基本條件外):兩邊的R值與形狀;T形三(sān)通的條件(除基(jī)本條件外):R值,長度(計算(suàn)方式=右側管口+R+100);不(bú)鏽鋼風管(guǎn),螺(luó)旋風管,不鏽(xiù)鋼螺旋風管③變徑(jìng):表示方法:A*B~C*D,(A、B、C、D為管口(kǒu))兩邊管口不同,eg:1000乘500到800乘300即一邊管口為1000乘500,一邊為800乘300。變徑的麵板和側板至少有一邊(biān)變(分(fèn)三(sān)種(zhǒng)情況:麵板不(bú)變(biàn),側(cè)板變;麵板變,側板不變;麵板和側板排煙管道加工都變)。條件(除基本條件外):長度,要麵板(bǎn)或側板的變化情況(kuàng),如:麵中分,側底(dǐ)平等;

淨化空調慈溪(xī)鍍鋅排煙管道加工係統風管還(hái)應符合下列規定:1、螺旋風管矩形風管邊(biān)長小於或等於900mm時,底麵板不應有拚接縫;大於900mm時,不應有橫向拚接縫;2、風管所用的螺(luó)栓、螺母、墊圈和鉚釘均應采用與管材性能相匹配、不會產生電(diàn)化學腐蝕的材料,或采取鍍鋅(xīn)或其他防腐措施,並不得采用(yòng)抽芯鉚釘;3、螺旋(xuán)風(fēng)管不應在風管內設加固框及加固筋(jīn),風管無(wú)法蘭連接不得使用S形(xíng)插條、直角形插條及立聯合排(pái)煙管道加工角形插條等(děng)形(xíng)式;4、空氣潔淨等級為1~5級的淨化空調(diào)係統風管不得采用按扣(kòu)式咬(yǎo)口(kǒu);5、風管的清洗不得用對人體和材質有危害的清潔(jié)劑;6、螺旋風管鍍鋅風(fēng)管不得有鍍鋅層嚴重損壞的現象,如表層(céng)大麵積白花、鋅層粉(fěn)化等。
一定的(de)要(yào)鍍鋅排煙管道加工注意對焊(hàn)接車間進行適當的通風換氣,這樣一來(lái),就其在很大的程度上勢必可以排(pái)除並稀釋有害物,激光(guāng)切割加工同時也(yě)就(jiù)是要注意建立(lì)良好的焊接環境。通風管道在(zài)進行設計的時候,一方麵用清潔空氣,稀(xī)釋掉室內空氣物當中的有害濃(nóng)度,與此(cǐ)同時,也要注意應(yīng)該是要不(bú)斷把(bǎ)汙染空氣排出室外,使室內(nèi)空氣當中的有害物濃度不超過衛生標準規定(dìng)的高允許濃度。多方麵通風一般(bān)來講也必會(huì)以廠房的換氣慈溪鍍鋅排煙管道加工量或者是換氣次數為基礎,是的(de)廠房(fáng)保持清潔。

浮粉一(yī)般慈溪鍍鋅排煙管道加工可隨粉塵一起清除掉(diào)。有些粘(zhān)著力很強,必須(xū)按嵌入的鐵處理。除粉塵外,表麵鐵的來源很多,其(qí)中包括用普通碳鋼(gāng)鋼絲(sī)刷(shuā)清理和用以前在普(pǔ)碳鋼(gāng),低合金鋼或鑄鐵件上使用過(guò)的砂子、玻(bō)璃珠(zhū)或其它磨料進行噴丸處(chù)理,或在不鏽鋼法蘭及設備附近對前麵提到的非不鏽慈溪鍍鋅排煙管道加工鋼製品進行修磨。在(zài)下料或吊過過程中如果不(bú)對不鏽鋼法蘭采取(qǔ)保護措施,鋼絲繩、吊具和工作台(tái)麵上(shàng)的鐵很容易嵌(qiàn)入或玷汙表麵(miàn)。

方法一:手工焊使用非(fēi)常普遍(biàn),且(qiě)操(cāo)作鍍鋅排煙(yān)管道加工容易,主要是靠人進行調節,焊縫(féng)填充材料為電焊條。手工焊幾乎能(néng)焊(hàn)接所有的材(cái)料,即使在室外(wài)也可以,因此它具有很好的適應性,一般焊接時是采用直流電。電焊條,既可(kě)以是鈦型(xíng)焊條,也可以是緘性的。鈦型焊(hàn)條比較容易焊接,焊縫(féng)美觀,且焊渣容易去除。但缺點是如果長時間不用後再使用,那麽重新進行烘烤(kǎo),以防潮氣積聚(jù)。方法二:金屬極氣體保護焊它屬於氣體保護焊,也是一種(zhǒng)電弧焊,是在保護氣體下,焊條被電弧(hú)融化。金屬極氣體保(bǎo)護焊可用(yòng)於鋼(gāng)、非合(hé)金鋼、低合金鋼以及高合金等這些材料,使用很(hěn)廣泛(fàn)。但有一點,它的保護氣體為活性氣體,比如二氧(yǎng)排煙管道加工化碳或(huò)者混(hún)合(hé)氣體等。的缺點(diǎn)是如果在室外進行焊接,那麽工件不能受潮,否(fǒu)則會(huì)影響保護氣體的保護(hù)效果。方法三:鎢(wū)極惰性氣體保護焊(hàn)





