

聯係人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠色農產品加工基地綠園一路(lù)238號

風管安裝保溫焊接(jiē)風(fēng)管廠家(jiā)完畢後,應按係統壓力等級進行嚴密性檢驗,漏風量應符合國家規範《通風與空調工程(chéng)施工質量驗收規範》GB50243中的(de)要求,係統(tǒng)的嚴密性檢驗應符合GB50243規範附錄A漏光法檢測和漏風量測試的規定。低壓(yā)係統的嚴密性檢驗宜采(cǎi)用抽檢,抽檢率為5%且抽檢不少(shǎo)於一個係統。在加工工藝及漏光檢測不合格時,應按規定的抽檢率做漏風(fēng)量測試。中壓係統的嚴密性檢驗,應在嚴格的漏光檢測保溫(wēn)焊接風管廠家(jiā)合格條件下,對(duì)係統風管漏風量進行抽檢,抽檢率(lǜ)為20%,且抽(chōu)檢不(bú)少於一個(gè)係統。高壓係統應全數進行漏風量測試。
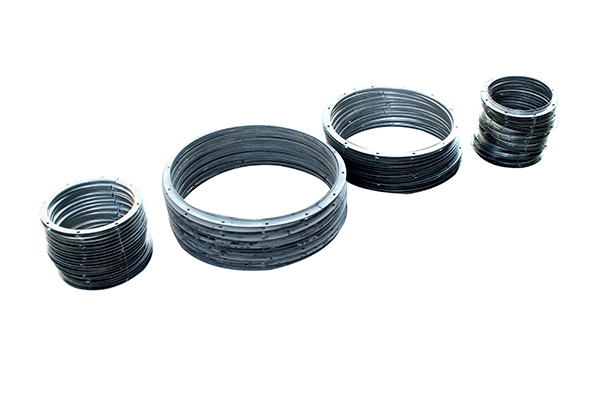
在不增加任何壓降(jiàng)保溫焊接風管廠家的情況下,相同的安裝空間內直徑為200mm的圓形管道可取代250×150mm的矩形管道(dào)。在不增加額外(wài)安裝空間的前提下,數(shù)條(tiáo)平行的圓(yuán)形管(guǎn)道可取代(dài)扁平矩形管道。考(kǎo)慮了所有的因素,在絕大多數情況下,圓(yuán)形管道所占用的空間都要少於矩形管(guǎn)道。對同樣的壓力特性,數條圓形管道的安裝空間常常與一條矩(jǔ)形(xíng)管道的的安裝空間相同或更(gèng)少。許多矩形(xíng)管道係統安裝時需要4螺栓係統(tǒng),因而在保溫焊接風管廠家管道的各個方向(xiàng)增加40~80mm。
施工質量控河南保溫焊(hàn)接風管廠(chǎng)家製(zhì)管理把握以下幾點:1、製作風管時為保證風管製作後的強度,在下料時粘合處有一邊要保留20mm鋁箔做護(hù)邊;2、風管(guǎn)在粘合前需預組合,檢查拚接縫處是否嚴密,尺寸是否符合要求。根(gēn)據季節溫度、濕度及(jí)膠粘劑的性能確定較佳粘合時間。粘接後,用角尺、鋼卷尺檢查(chá)、調整垂直度及對角線偏(piān)差應符合規定(dìng);3、做好(hǎo)現場板(bǎn)材和預製管的成品保(bǎo)護工作(zuò);4、連接和安裝後,應檢查粘接縫,在粘接後應(yīng)平整,不得有(yǒu)歪斜。錯位、局部(bù)開裂,以及2mm以上(shàng)的縫隙等缺陷;5、風管支保溫焊接風管廠家吊架間(jiān)距應符合規定。

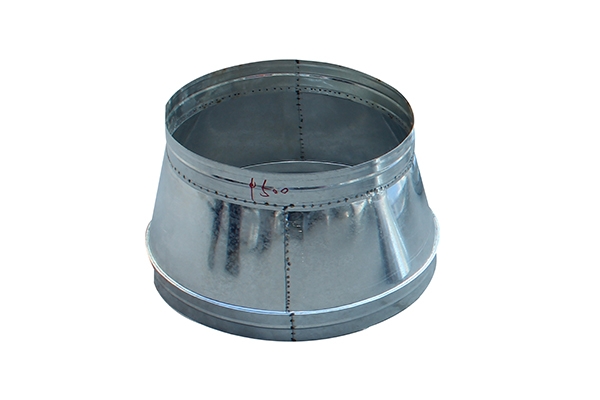
咬口時河(hé)南保溫焊接風管廠家手指距滾輪護殼不小於5cm,手柄不準放在咬口機軌道上。咬(yǎo)口後(hòu)的板料將畫好(hǎo)的折方線放在(zài)折方機上,置於下模的中心線。操(cāo)作時使機械(xiè)上刀片中心線與下(xià)模中心線重合,折成所需要的角(jiǎo)度。折方時(shí)應互相配合並與折方機保持一定距離(lí),以免被翻轉的鋼板或(huò)配重碰傷。製作圓風管時,將咬口保溫焊接風管(guǎn)廠(chǎng)家兩端拍成圓(yuán)弧狀放在卷圓機上圈圓,按風管圓徑規格適當調(diào)整上、下輥間距,操(cāo)作時,手(shǒu)不得直接推送鋼板。折方或卷圓後的(de)鋼(gāng)板用合口機(jī)或手工進行合縫。操作時,用力均勻,不(bú)宜過重。單、雙口確實咬合,無脹裂和半咬口現象。

鐵皮法蘭(lán)風(fēng)管風管支吊保溫焊(hàn)接風管廠家架的間距過大(dà),會造成風管變(biàn)形,影響(xiǎng)感(gǎn)官效果;如果(guǒ)脹錨螺栓使用不當,分管的重(chóng)量(liàng)超過(guò)吊點的承載力甚至會造成風管墜落,出現施工穩定(dìng)隱患。,空氣潔淨係統在試車階段空(kōng)氣過濾器沒有安裝,係統(tǒng)阻(zǔ)力(lì)遠比設計的要小。係統的阻力有一點變化,風機風量就有較大的(de)變化。,風管的安裝應符合下列規定:1 風管安(ān)裝前,應(yīng)清除內、外雜物,並做好清潔和保護工作。,麵層如采用無機材(cái)料(如玻鎂風管),則需特別注意風管使用場所的濕度(dù),容易發生吸(xī)潮、泛鹵、粉化以至掉保溫焊接風管廠家渣現象。,考慮了所有的因素,在絕大多數情況下(xià),圓形管(guǎn)道所占用的空間都要少於(yú)矩(jǔ)形管道。對同(tóng)樣的(de)壓力(lì)特性,數條圓形管道的安裝(zhuāng)空間常常與一條矩形管道的的(de)安裝空間相同或更少(shǎo)。




