聯係人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠色農(nóng)產品加工基地綠園一路238號
因此,我求教了不鏽鋼鋼管(guǎn)的(de)權威專(zhuān)家,據她們詳細介紹,不鏽鋼鋼管焊接聯接的生產流程為:安裝提(tí)前準備→預製(zhì)構件生產加(jiā)工→安裝幹管→安裝立管→安(ān)裝立(lì)管→鋼管防腐和隔熱保(bǎo)溫→管道(dào)衝(chōng)洗和水壓試驗。
下邊對在其(qí)中一(yī)些流程(chéng)開展解讀表明。
1.預製構(gòu)件生(shēng)產加(jiā)工
是依照工程圖(tú)紙,繪(huì)製管路的分開、管經、大小頭、預埋支管及其閘閥部位等手稿,並搞好標識,隨(suí)後標識(shí)出具體精準規格(gé)。按(àn)工程圖紙開展初步加工,按管道開(kāi)展排序型號,閘閥水(shuǐ)壓試驗合格後(hòu)才可以應用。
2.管道(dào)的安裝
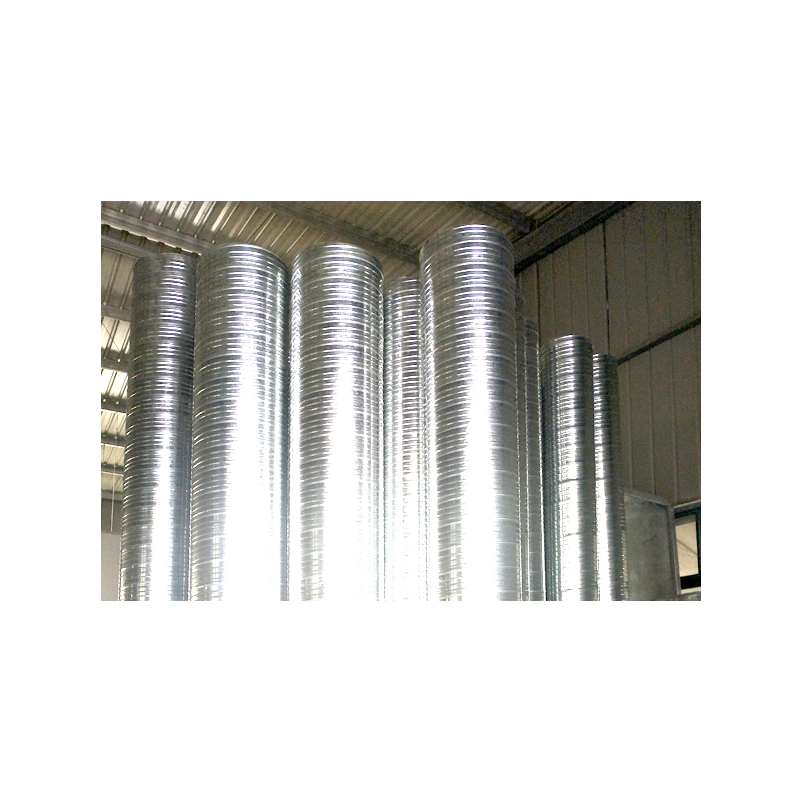
(1)一(yī)般不鏽鋼螺旋風管焊接應選用手工製作氬弧焊機,以確保管路內的清理;激光切割時要應用砂輪切割機。
(2)壁厚厚不大於4mm時,並(bìng)不開坡(pō)口,焊接時兩管中(zhōng)間應(yīng)留出2—3毫米的(de)空隙;當超過4mm時,則(zé)要開單側坡口或V形坡(pō)口,坡口數為65度上下,焊接時兩管中間應留出2—3毫米的空隙。
(3)管道組對時其內外壁應齊平,錯口總產量不可以超出3mm。
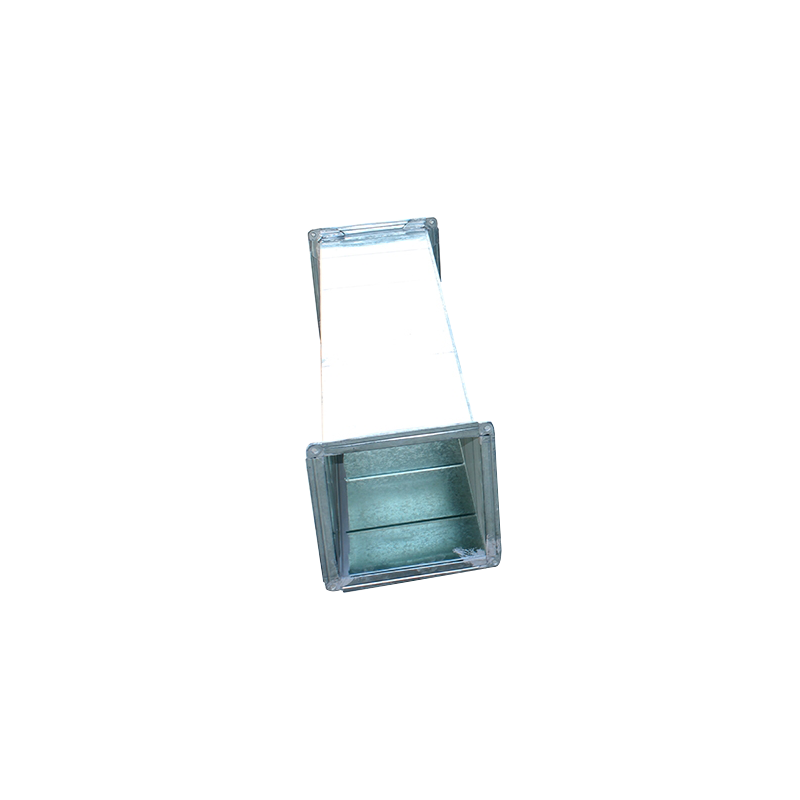
(4)管路安裝時每米誤差不大於毫(háo)米,總長誤差(chà)應不大(dà)於10毫米。
(5)管道支架應取用角鐵開展當場生產加工製做,便於對支撐架的製做品質開展操縱。
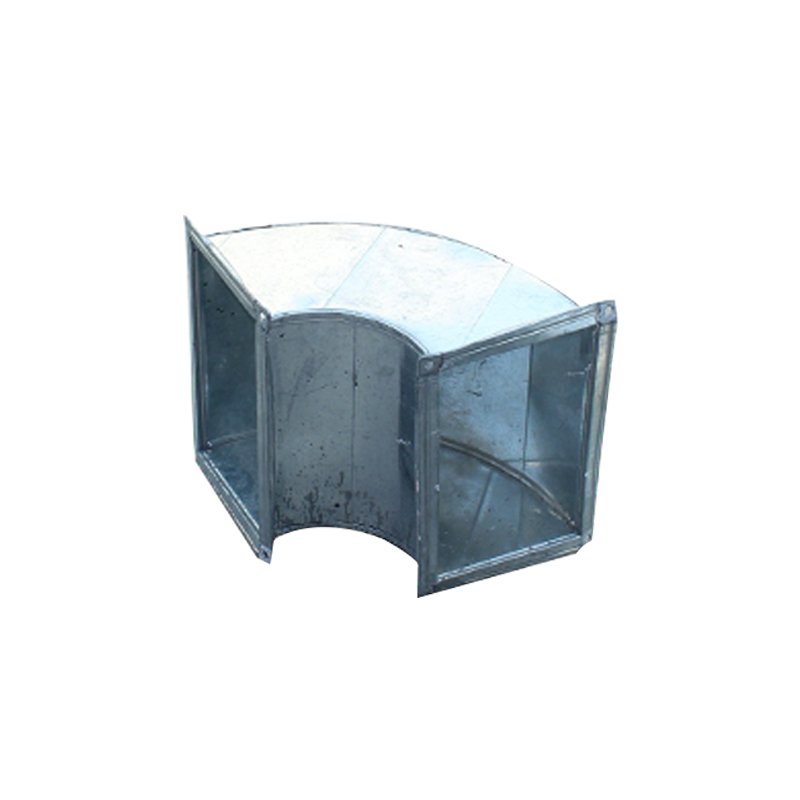
3.立管的安裝
將立管按序號開展層次(cì)排除,依照次序開展安裝。在開展安裝時,各層(céng)應最少開設一個管箍(gū)。安裝好後,線纏墜吊直找正。
4.試(shì)壓實驗
灌水試驗規定:注水高(gāo)度應不少於路麵高度,時間為二十分鍾,液位不降低,則表明管路(lù)不漏水,為合(hé)格。
通球試驗規定:運用硬質的空塑膠球,球徑為管內徑的2/3—3/4。把球從(cóng)頂部放進,在(zài)底端開展查驗,要在管中通(tōng)進水,假如(rú)試球順暢,即(jí)是(shì)合格。
聯接的加工工藝及步驟詳細介紹")