聯係人:解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪市崇壽鎮綠(lǜ)色農產品加工基地綠園一路238號
鍍鋅鋼板通風管道的製(zhì)作工藝主要包括以下步驟:
材料準備
選(xuǎn)用符合設計(jì)及(jí)合同要求的鍍鋅鋼板,其鍍鋅層厚度應達標,表麵不得有嚴重損壞現象,如 10% 以(yǐ)上的花白、鋅層粉化等 。
準備(bèi)連接所需的角鋼、扁鋼等型鋼,以及(jí)螺栓、螺母、鉚(mǎo)釘等緊固件,確保其規格、型號符合要求,且質量合格.
剪板下料
按照設計(jì)尺寸,使用剪板機對鍍鋅鋼板進行精確剪裁,地理段廠家確(què)保剪裁後的板材尺寸準(zhǔn)確、邊緣整(zhěng)齊,為後續的加工製(zhì)作提供良好的基礎.
咬口製作與連接
咬口是鍍鋅鋼板風管連接的常用方(fāng)式(shì),一般采用機械咬口(kǒu)或手工(gōng)咬口。咬口時,要確保(bǎo)咬口縫緊密、寬度一致,折角平直,圓弧均(jun1)勻且兩斷麵平行.
風管板材拚接的咬口縫應錯開,不得有(yǒu)十字型拚接縫,以保證風管的強度和密封性.
當板厚小於或等於 1.2mm 的風管(guǎn)與角鋼法蘭(lán)連(lián)接時,應采用翻邊鉚接,螺旋風管(guǎn)翻邊應緊貼法蘭,翻邊量均(jun1)勻(yún),寬度一致(zhì),為 6~9mm,鉚釘間(jiān)距為 100~150mm,且數量不少於 4 個(gè).
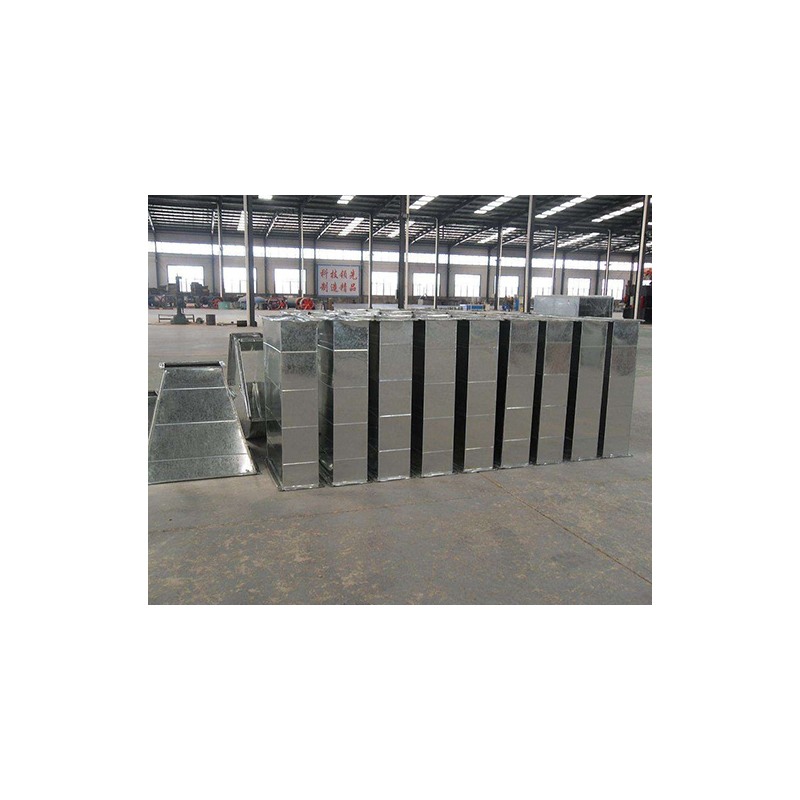
組裝(zhuāng)
將咬口(kǒu)連(lián)接(jiē)後的鍍鋅鋼板按照設計要求進行組裝,形成完整的(de)風管形狀,注意風管的平整度和垂直度,確保風管的外觀(guān)質量和尺寸精度.
焊接(jiē)
鍍鋅鋼板(bǎn)風管一般不(bú)得采用焊接連接,不鏽鋼風管加工但在一些特殊(shū)部位,如風管與法(fǎ)蘭的連接等,可根據需要進行焊接。焊(hàn)接時,要(yào)確保焊接質量,焊縫應飽滿、無(wú)氣孔、夾渣、裂紋(wén)等缺陷,焊接後需對變形的鋼板進行矯正.

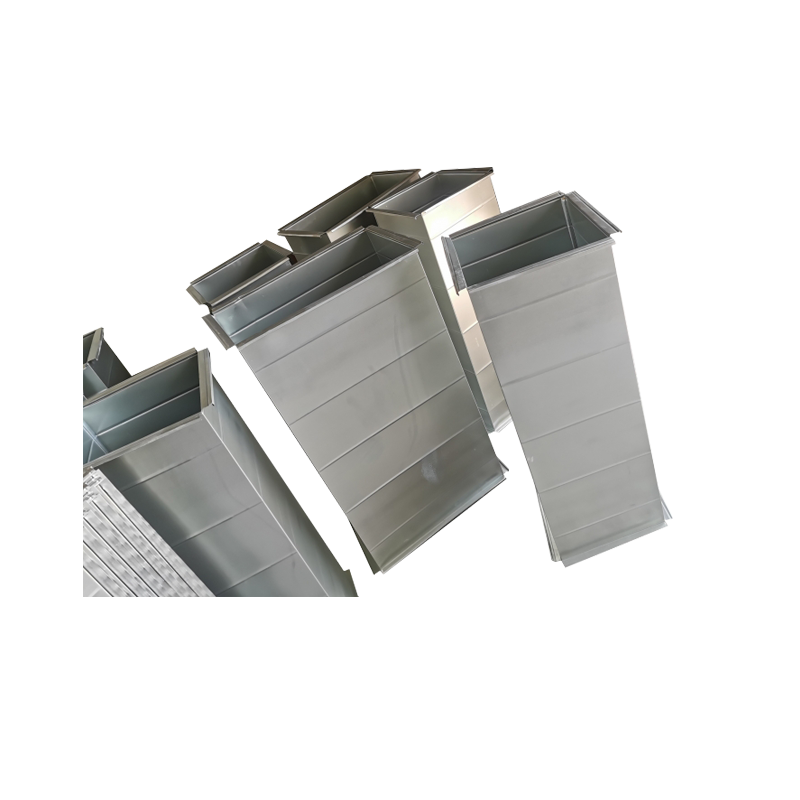
法蘭加工與安裝
根據風管的尺寸和設計(jì)要求,風管共板法蘭製作相應的角鋼法蘭或扁鋼法(fǎ)蘭。法蘭表麵應平整,以防止(zhǐ)漏風,螺栓孔的間距應均勻,且不大於 150mm ,法蘭的內徑應比風管外徑略大 2~3mm.
將製作好的(de)法蘭與(yǔ)風管進行連接,可采用翻(fān)邊鉚接、翻邊點焊或滿焊等方式(shì),確(què)保法蘭與風管連接牢固、緊密,翻邊尺寸(cùn)符合要求,無孔洞、裂縫等缺陷.
加固措施
當矩形風管邊長大於 630mm、保溫風管邊長大於(yú) 800mm,或(huò)管段(duàn)長度大於 1250mm,或(huò)低壓風管單邊平麵積大於 1.2m²,中、高壓風管大於 1.0m² 時,應采取加固措施,如(rú)設置角(jiǎo)鋼加固框、內支撐等,以增強風管的強度和(hé)穩定性,防止風管在運行過程中發生變形.
防腐處理
雖然鍍鋅鋼板(bǎn)本身具有(yǒu)一定的防腐性能,但在製作(zuò)過程中,除塵螺旋風管安裝可能會對鍍鋅層造成損壞,因(yīn)此(cǐ)需要對風管進行防腐處理。可采用噴塗(tú)、刷(shuā)塗等方式,在風管表麵塗上一層防腐漆,以提高風管的防腐性能(néng),延長其使用壽命.
質量檢查與驗收
完成風管製作後,應按(àn)照相關標準(zhǔn)和設(shè)計要求,對風管的尺寸、形狀、咬口質量、全焊接通風管批發焊接質量(liàng)、防腐處理、加固情況等進行全麵的質量檢查與驗收,確保風管的(de)製作質量符合要求,能(néng)夠滿足通風(fēng)係統(tǒng)的正常(cháng)運行(háng).